 咨詢熱線:4000-888-603
咨詢熱線:4000-888-603發(fā)表時間:2021-06-22?????責(zé)任編輯:極光創(chuàng)新
FDM3D打印機噴頭在運行過程中容易被堵塞,卻不知道怎么處理
就像學(xué)醫(yī)一樣,想要學(xué)會治療患者
這是一個基礎(chǔ)結(jié)構(gòu)的噴頭
其截面結(jié)構(gòu)圖如下
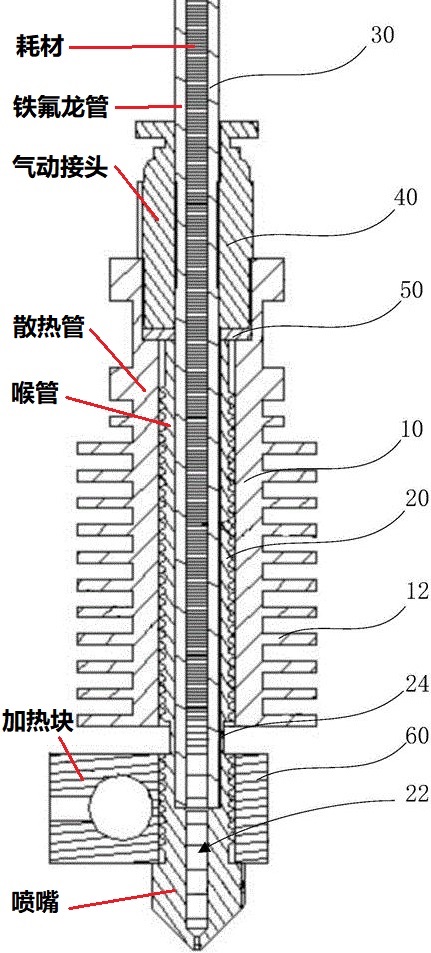
其中鐵氟龍管實際有兩段
為了盡可能保證擠壓精度
其中鐵氟龍管和喉管都耐高溫
噴頭多由導(dǎo)熱性強的材料制成,如銅或鐵
,可以快速傳導(dǎo)加熱塊的熱量,快速熔化噴嘴頭中的耗材。為了加強這種控溫效果,往往會加裝散熱風(fēng)扇
,甚至有人配備水冷系統(tǒng)。在加熱區(qū)域,使用隔熱板或隔熱套來保溫。在極光創(chuàng)新的專利直通噴嘴中,鐵氟龍管從喉管穿入銅噴嘴,縮短了鐵氟龍管到噴嘴的距離,減少了熔化的耗材量噴嘴結(jié)構(gòu)有三個關(guān)鍵點
具體表現(xiàn)為:
喉管口組裝不嚴密時
加熱塊的過度組裝會導(dǎo)致耗材提前熔化,同時未熔化的耗材溫度會不斷升高
耗材中有雜質(zhì)、粘合劑和一些高熔點物質(zhì)
。由于溫度的限制,在長時間的打印過程中,它們會不斷地堆積在特氟龍管和噴嘴通道中,導(dǎo)致出絲受阻,只能擠出或不能擠出細小的絲。如果此時拆卸噴嘴,可以看到噴嘴或特氟隆管中有黑色和黃色的粘性油漬,需要及時更換。長期使用和使用不當,噴嘴口容易磨損或變形
,尤其是尖頭噴嘴。這將導(dǎo)致擠出的絲線卷曲、并變得更細。由于出絲量減少,擠出機會繼續(xù)按照原來的指令擠出,內(nèi)壓會增大,填充耗材與特氟龍管之間的縫隙,導(dǎo)致耗材與特氟龍管粘連,進而無法正常出絲。在長期高溫環(huán)境下
,鐵氟龍管靠近管口的一端會收縮、并碳化,導(dǎo)致出絲不順或者不出絲,但這種情況比較少見,鐵氟龍管的倒角則更需要注意。有些鐵氟龍管的一端有倒角,例如極光創(chuàng)新噴嘴套件中的鐵氟龍管。該倒角應(yīng)面向進料方向,以方便物料順利進入。裝反可能出現(xiàn)裝/續(xù)新料時,料被抵住的情況下一期我們從問題性能入手







 收藏
收藏 設(shè)為首頁
設(shè)為首頁
