 咨詢熱線:4000-888-603
咨詢熱線:4000-888-603發(fā)表時(shí)間:2022-09-28?????責(zé)任編輯:極光創(chuàng)新
雖說市場上常見的3D打印機(jī)的操作都大同小異
一、打印平臺的調(diào)平
常見的框架桌面級 FDM 3D 打印機(jī)
,無論是個(gè)人組裝機(jī)器還是批量生產(chǎn)的定型機(jī)器,基本上都是通過打印平臺(熱床)的調(diào)平都是由四個(gè)角來調(diào)節(jié)的,有些機(jī)型可能還需要額外加入自調(diào)平裝置和模塊。打印平臺和打印噴嘴的距離越大
,出絲越順利,但易造成不易黏結(jié)到平臺;打印平臺和打印噴嘴的距離越小,出料變得困難,模型黏結(jié)更加緊密。四個(gè)角完美調(diào)平的打印平臺調(diào)節(jié)四個(gè)角落的螺釘
二、模型牢固黏結(jié)和防止翹邊
1.模型牢固黏結(jié)
打印模型黏結(jié)牢固與否取決于打印噴嘴和打印平臺的距離
、打印平臺的清潔程度等因素,可以采取涂抹木工膠水等方法來增大黏結(jié)效果。下面列舉了一些3D打印愛好者常用的方法:(1)聚酰亞胺膠帶(金手指膠帶)
3D 打印機(jī)經(jīng)常在熱床表面貼上一層聚酰亞胺膠帶
,此種膠帶可以耐高溫,可以打印 ABS 和 PLA。使用這種膠帶時(shí),打印件底面非常光滑,且打印件容易取下。取下打印件時(shí),不會破壞打印件和膠帶,可以連續(xù)使用。(2)美紋紙膠帶
3D 打印機(jī)熱床表面使用美紋紙也很常見
,這種膠帶可以耐高溫,打印件可以很好地黏結(jié),價(jià)格低廉,更換簡單。但使用美紋紙膠帶時(shí),打印底面稍有粗糙。注意黏結(jié)時(shí)兩塊美紋紙膠帶之間不要重疊太多,否則易造成刮擦噴頭的現(xiàn)象。(3)使用發(fā)膠或手噴膠、手工白乳膠等膠水類
玻璃
也有人用 Super77等手噴膠
2.防止翹邊
1)四個(gè)角落的調(diào)平對防止起翹尤為重要。
2)盡量避免采用ABS
,采用PLA效果較好。3)在切片軟件設(shè)置里面選擇合適的平臺附著類型
,加大模型與加熱平臺的接觸面積,防止打印件翹邊。4)用各種黏結(jié)材料增加黏結(jié)效果
。
三、3D打印材料導(dǎo)入和更換
打印材料的導(dǎo)入也稱為“送料”或者“送絲”
,打印材料有不同直徑,以1.75mm和 3mm 居多。材料導(dǎo)入或更換需要注意以下事項(xiàng):(1)確定材料
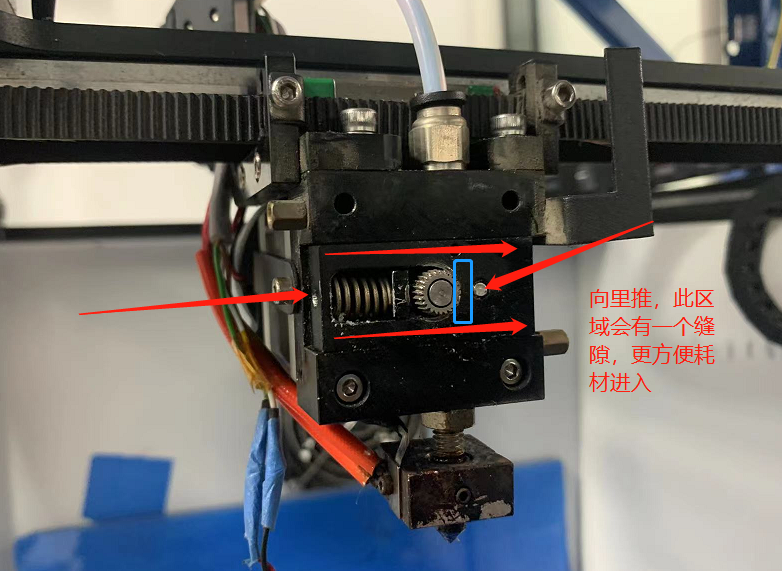
需要確定所用材料直徑是否和機(jī)器對應(yīng),送絲前需要將絲的頂端削尖
,這樣方便送絲。(2)3D 打印機(jī)預(yù)熱
以 PLA 材料為例
,打印頭預(yù)熱到 190℃,打印平臺預(yù)熱到 45℃到 60℃,打印頭達(dá)到打印材料的溫度后才可以送料液晶屏顯示達(dá)到預(yù)定溫度后,單擊“Load”(進(jìn)料或?qū)耄?div id="jpandex" class="focus-wrap mb20 cf">,打印材料隨著齒輪的運(yùn)行進(jìn)入打印頭
(3)材料的更換
與送絲的過程相同
(4)料架和料盤的調(diào)整
可以自己打印制作料架,使料盤運(yùn)動更加流暢
,沒有阻力長時(shí)間沒有使用的線材容易發(fā)生纏繞

四、組裝匹配圖形公差
如果打印的物體是需要進(jìn)行組裝的模型
 ?光敏樹脂有什么特性?">
?光敏樹脂有什么特性?">

 ?">
?">

 ?">
?">
 收藏
收藏 設(shè)為首頁
設(shè)為首頁 ,極光創(chuàng)新教你怎么操作
,極光創(chuàng)新教你怎么操作


